
影响弹簧刀柄的几个因素
正河源弹簧刀柄夹紧力对刀具使用影响非常大,而其影响因素有很多,上海吉柏有丰富经验021-54130024,13391243022
正河源弹簧刀柄的设计和使用是一个涉及面很宽的领域,它是需要相对应于多种机床系列,以及包括了为体现它与机床各自不同风格和特征 而设计的产品,所以总数已有成千上万。但是现在还有一个普遍的错误观念,认为弹簧夹头只用以夹紧圆柱形工件毛坯。这是不符合事实的,实际上它几乎能对任何形状的工件(或刀具),包括正方形或六边形工件进行定位夹紧。
下面主要介绍影响各种正河源弹簧刀柄正确装夹定位和夹紧力的有关因素和工作原理。
影响夹紧力
总的来说,正河源弹簧刀柄的设计和使用是一个涉及面很宽的领域,它是需要相对应于多种机床系列,以及包括了为体现它与机床各自不同风格和特征 而设计的产品,所以总数已有成千上万。但是现在还有一个普遍的错误观念,认为弹簧夹头只用以夹紧圆柱形工件毛坯。这是不符合事实的,实际上它几乎能对任何形状的工件(或刀具),包括正方形或六边形工件进行定位夹紧。
下面主要介绍影响各种正河源弹簧刀柄正确装夹定位和夹紧力的有关因素和工作原理。
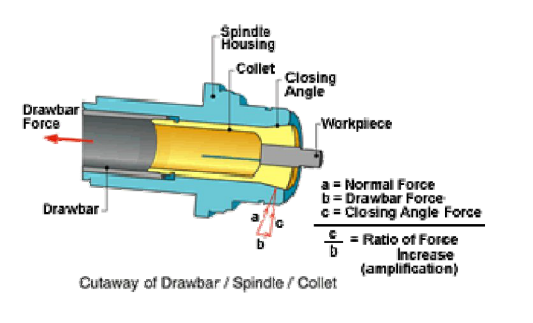
夹紧力是机床经正河源弹簧刀柄施加在工件上的力。本文中插图是一个在车床上使用的用以定位、夹紧工件的正河源弹簧刀柄 , 同样也可以被用来对刀具、磨削的工件实行 定位、夹紧或许多别的场合。拉杆(图中未示出)的外螺纹与正河源弹簧刀柄的后端内螺纹连接拉紧,产生轴向拉力。然后由机床主轴前端的被称为锁紧角的锥面,将轴向拉力转换成一垂直于正河源弹簧刀柄中心的夹紧力。不仅如此,夹紧力还可以通过锁紧角将其扩大,经过计算得知,根据不同的锁紧角,正河源弹簧刀柄夹紧力可扩大3-4倍。
正河源弹簧刀柄是一个结构简单的工艺装置,却有许多影响夹紧力的主要因素 。对于基本原理的了解可以帮助工件(或刀具)正确装夹和迅速查找故障。以下介绍几个影响夹紧力的主要因素和总结的使用经验:
1.轴向作用力。如图所示为拉杆施于正河源弹簧刀柄的轴向拉力 。在正河源弹簧刀柄的使用中,轴向力拉力可由不同的方式施加,但其作用原理基本相同。很明显,大的轴向拉力将产生大的夹紧力,反之亦然。一般拉杆的轴向拉力可由操作员进行调整。
2.在正河源弹簧刀柄使用中,设计的锁紧角(或头部倾角)大小将决定着夹紧力经扩大后能达到的指标, 通常由机床制造商和正河源弹簧刀柄制造商决定。当正河源弹簧刀柄新的设计还正在探求之中, 从经济性和可靠性考虑, 设计师建议用户使用现有弹簧夹头结构。标准锥度(或头部倾角)已根据机床类型(如车床等)、使用条件(动态与静态)和用途(工件与刀具)不同,由设计时确定。
3.工件(或刀具)与正河源弹簧刀柄之间的总摩擦力将直接 影响夹紧力。小的摩擦值将导致小的夹紧力,反之亦然 。弹簧夹头供应商能采取各种措施,克服正河源弹簧刀柄与工件(或刀具)之间的相对转动或轴向窜动等,比如正河源弹簧刀柄内孔有意制出锯齿形状或将硬质合金微晶粒浸渍在夹紧表面等。
4.主轴锥面与正河源弹簧刀柄在锁紧角处产生摩擦。其摩擦力大小也直接影响正河源弹簧刀柄对工件的夹紧力大小。摩擦力太小时夹紧力不够,太大的夹紧力,会加快正河源弹簧刀柄磨损。使用中正河源弹簧刀柄要经常松开实行工件交换,例如在车削加工中心上使用,需在松开时在正河源弹簧刀柄内孔表面喷涂一薄层润滑剂。有条件采用冷却剂润滑更好,因为冷却剂提供可冲洗弹簧夹头,而且润滑性好。尤其在锁紧角处定期施加冷却剂,则能减少长期磨损和增加夹紧力。一些更多润滑效果更好的材料也可以使用,包括有EP(极限压力)特性的高质量润脂油或蜡基材料。似乎有些奇怪的是,一些聪明的操作者在加工难度大,而且在一般的冷却润滑的效果都不佳时,选用女士们使用的唇膏,据称效果很好。
5.选择合适的正河源弹簧刀柄名义直径尺寸,以保证正河源弹簧刀柄对工件的支撑是增大夹紧力和可靠夹紧保证高质量加工的必要条件。如果正河源弹簧刀柄的名义孔直径选择太大,工件仅仅由正河源弹簧刀柄的孔口部分将工件夹紧,将引起工件外圆和弹簧夹头内孔之间几何形状的不匹配,因而降低夹紧力。如果如果夹头孔直径选择太小,只有头部倾角的内部与工件接触,相对而言,夹紧力增大,但引起夹头与工件的不同心问题。在一个名义尺寸下,它可对名义直径相同的工件进行装夹定位。当选择正河源弹簧刀柄名义的孔径尺寸,正河源公司推荐指标为能在 0.0254mm 范围发生变化 。
由切削试验和多年的使用实际证明,正河源弹簧刀柄能满足切削速度日益增长着的加工需要和有很长的使用寿命。我们知道,在100多年前主轴转速一般按每分钟几百转计量。今天,主轴转速高达每分钟数万转,材料切除率也以惊人的速度递增。在100多年来的成功使用中,尽管使用了许多先进的制造技术,和能在很高的主轴转速条件下加工,但仍都还使用着现有结构的正河源弹簧刀柄。这在制造业中的确是罕见的,也确实是Hardinge公司人应该倍感骄傲的地方。夹紧力的因素
夹紧力是机床经正河源弹簧刀柄施加在工件上的力。本文中插图是一个在车床上使用的用以定位、夹紧工件的正河源弹簧刀柄 , 同样也可以被用来对刀具、磨削的工件实行 定位、夹紧或许多别的场合。拉杆(图中未示出)的外螺纹与正河源弹簧刀柄的后端内螺纹连接拉紧,产生轴向拉力。然后由机床主轴前端的被称为锁紧角的锥面,将轴向拉力转换成一垂直于正河源弹簧刀柄中心的夹紧力。不仅如此,夹紧力还可以通过锁紧角将其扩大,经过计算得知,根据不同的锁紧角,正河源弹簧刀柄夹紧力可扩大3-4倍。



