滚压刀侧孔精加工,粗糙度Ra0.4
——西门子奥钢联加工实例分享
高要求的粗糙度和高进给一直是反相的关系,而0.4的要求一般加工方法就很难实现了。
14年2月西门子奥钢联公司新项目:U型工件侧壁上加工孔,Φ150H9,工件材料普通45钢,粗糙度要求0.4.
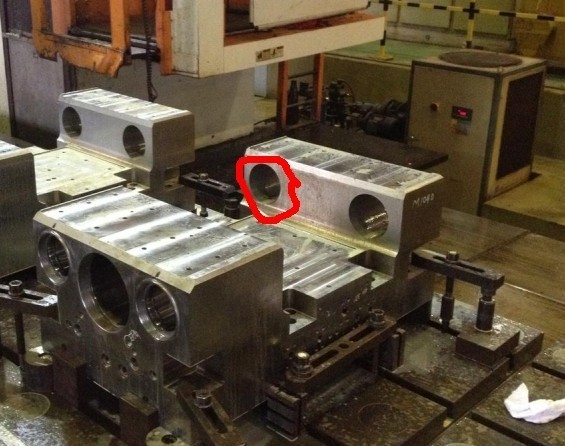
精度要求不高,但在镗铣床上,且工件为U型,就实在有些麻烦,作为西门子奥钢联还是摩根轧机的时候就已经是供应商的吉柏机械
,合作七年,自然有我们存在的道理。
我们提出加长90°角度头加滚压刀的加工策略,精加工前需要精镗孔 ,
预计实际切削 S=100-200,f=1-1.5,滚珠寿命800-1500m。
14年5月4日 迎来考试。
滚压刀

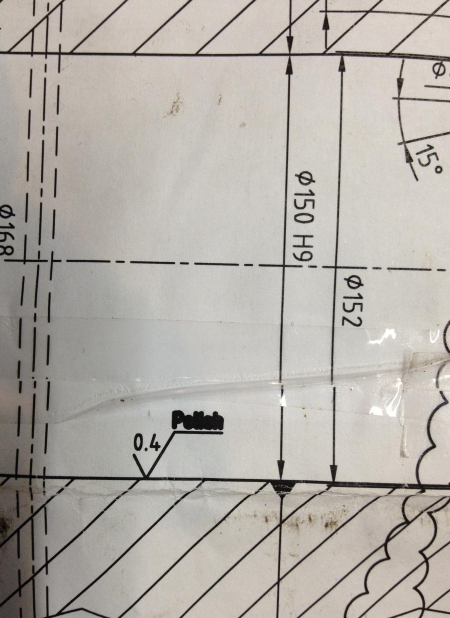
图纸要求:
开始加工:S=100,F=150mm/min


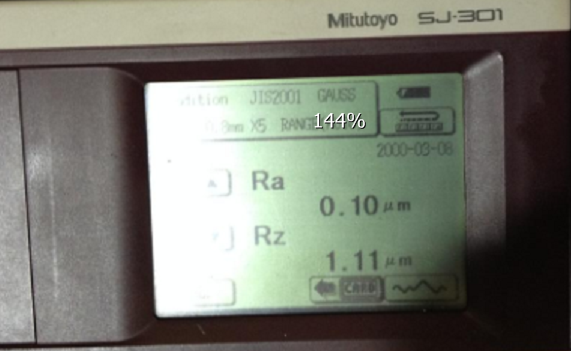
检测:

检测结果:Ra=0.1
 加工完成。
加工完成。
顺便普及一下,滚压技术可以控制精度在5μ以内,
下图为14年2月在人本集团 特大轴承公司加工实例,
直径Φ37.15,要求公差8μ以内,每个工件上有32个孔,轻松完成。




