汽车零部件细长轴车削实战案例分享
汽车零部件轴类件的数控加工技术已经非常成熟,尤其在车削领域,已经把数控车刀片发挥到了好的点,目前来说能在提升加工寿命10%已经很难,此次实战案例达到了20%的寿命提升,30%的加工效率提升,实属难得。
下面把零件情况和大家做一个介绍:
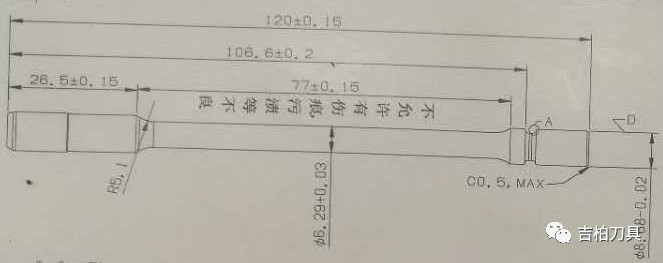
零件情况:汽车零部件液压件,总长120mm,最细的部位直径6.29mm,长径比19倍,典型的细长轴,对数控刀片的耐磨性,刃口锋利性要求高,否则就会产生震纹。
详情看以下零件图片和图纸简图

加工工况:
加工产品:40Cr
硬度:HRC28-30
连续切削
外圆车削
冷却方式:切削液 7-13%
原加工参数及寿命
刀具:DCMT11T304-HQ PV7025
S:3600
F:0.06
Ap:1.5mm
Ra≤0.8
寿命:170件
这款产品已经表现的非常不错,但是作为数控刀具行业老人,不放过任何可能优化和为客户带来提升的机会。此次带来了
Hilder的DCMT11T304-PP P200具体商品信息咨询作者。
实际使用加工参数如下:
S:3600
F:0.08
Ap:1.5mm
Ra≤0.8
寿命:220件
寿命直接提升了29%,稳定批量加工时稳定在20%的节拍。同时因为提供了进给F值,所以整个生产效率提升了20%,能在细长轴加工中敢于提高进给量,说明新刀片的刃口设计非常锋利,这么锋利的刃口,加工寿命还能提高,说明新刀片的槽型,材质基体和涂层的耐磨性都非常好。
今天的案例就分享到这里,如果对您有帮助,期望留言鼓励。



