粉末冶金零件外圆断续车削效率和寿命都提高2倍案例
今天是教师节,笔者先祝全天下的老师节日快乐!身体健康!也祝贺笔者各个学习阶段的老师,节日快乐,万事如意!同时也祝贺客户及客户现场的技术工程师们节日快乐,万事如意,没有你们实际工作中的指导,笔者数控刀具加工技术很难达到今天的成就。
粉末冶金材料常远远超出材料和冶金的范畴,往往是跨多学科(材料和冶金,机械和力学等)的技术。它已成为解决新材料问题的钥匙,在新材料的发展中起着举足轻重的作用。所以很多时候我们只能知道他是粉末冶金,却不知道具体成份和机械性能(因为保密需要),那在刀具选择时,就考验刀具工程师的实际现场加工经验了。因为数控刀具的材料基体就是钨钴粉末冶金材料。所以本质上讲,大家在某些性能上会非常接近,这个时候对刀具的前角、后角、断屑槽、刀刃倒钝设计等物理结构是一个全面的考验。刀具工程师要依据现场铁屑、刀具刃口损坏情况等客观因素来调整选择新的刀具。
今天给大家分享的案例就是互联网刀具品牌skywalker 刃天行一款外圆车刀片WNMG080412-KG SC3015 ,在粉末冶金断续外圆实际加工过程中的成果。
由于对客户产品进行保密需要,只能给大家看零件外观图零件图纸简图不能外发。
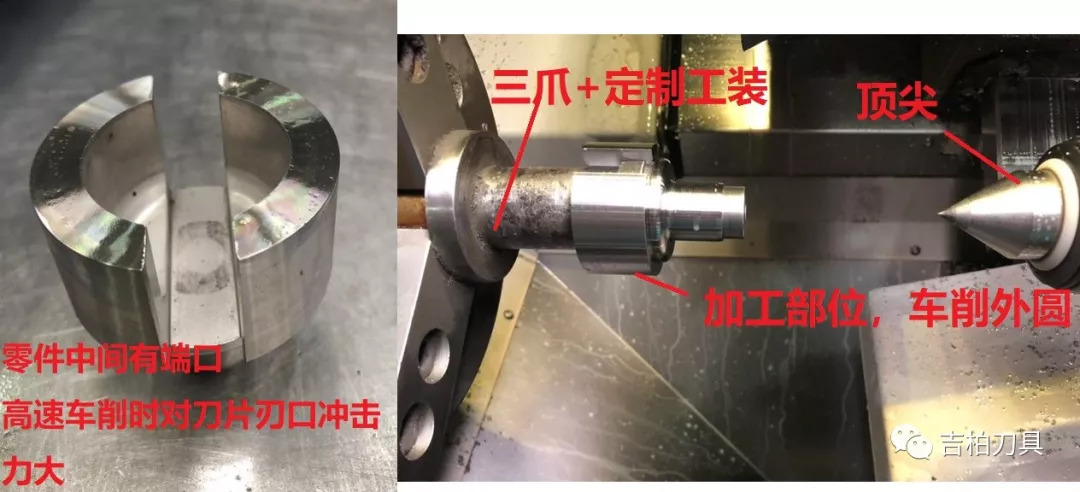
通过图片大家很难感受到这是一个多难的活,可是就是因为他的材料是粉末冶金,而且其他参数保密,所以所有的加工都需要工程师一步一步地测试。
客户原来用的日系的车刀片CNMG120408-*A VP**TF(怕侵权只能这样,想知道全部型号请在公众号回复数字 0910 )加工参数是
主轴转速n:636 rpm/min
切削速度Vc:100(m/min)
每转进给fz:0.15(mm/r)
单边切削余量ap:2.5(mm)
切削工件数(寿命)15 件
互联网刀具品牌 skywalker 刃天行 的加工参数
主轴转速n:955 rpm/min
切削速度Vc:200(m/min)
每转进给fz:0.2(mm/r)
单边切削余量ap:2.5(mm)
切削工件数(寿命)35 件
加工效率提高2倍,刀具单刃寿命提高2倍,刀片可用刀刃由4个变成6个,整体成本降低50%。下面大家都看看这款互联网产品的真面孔吧。

笔者认为这款刀片之所以有这么好的结果和基体材料过硬结合合适的涂层以外,还有槽型刃口适合。1.90mm的切削槽设计,0.25mm的前角倒棱设计提高了刀片刃口的抗冲击性能,断续切削。16°的切削角锋利但是不脆弱。

好了,今天案例就分享到这里,以上分享内容如果有侵权或者影响到您的利益,请及时和笔者联系,笔者做删除处理。以上所有参数和结论只对本案例负责。



