微补偿攻牙刀柄应用案例简析


随着近年数控机床精度的提高,带来机床攻牙能力的提升,普通伸缩攻牙刀柄以及扭力攻牙刀柄逐渐淡出视野,更多的被价格低廉普通弹簧刀柄替代,那么攻牙刀柄真的没有用武之地了吗?
下面分享我们的三个新型微补偿攻牙刀柄的应用案例,通过实际使用效果来了解同步攻牙刀柄的效果。
1. 安徽**拉汽车部件有限公司
加工产品:汽车轮毂单元
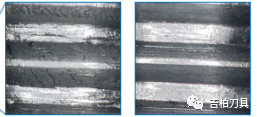
主要问题:螺纹表面质量不高,个别孔口处容易乱牙。

材料:40Cr
硬度:调质 260HB左右
螺纹:M6*1 通孔,深度10mm
丝锥型号:BOSS 先端镀钛丝锥 M6*1

原先刀柄:BT40-ER32-100
设备:台湾友嘉850立加
参数:V=7.5m/min ,S=400 , F=400
原先寿命:2000-2300孔,合20-23m
初步分析:设备有些年纪,定位精度较低,丝锥退回瞬间扭力过大,建议用正河源微补偿攻牙刀柄,补偿其同步误差,降低退牙时扭力。

新参数:V=15m/min ,S=800 , F=800
寿命:2600-3000孔,合26-30m
改善后:螺纹加工效率提高45%,单个产品螺纹齿面粗糙度明显下降,乱牙现象极少发生。
案例二:无锡*宇机械有限公司
加工产品:发动机连杆
主要问题:连杆产量较大,迫切希望降低丝锥成本。

材料:锻钢
硬度:调质 230-270HB左右
螺纹:M8*1 通孔,深度16mm
丝锥型号:OSG A-POT M8*1

原先刀柄:BT40-ER32-100
设备:美国HASS 立加
参数:V=11m/min ,S=440 , F=440
原先寿命:1700-2000孔,合26-30m
初步分析:建议用正河源微补偿攻牙刀柄,补偿其同步误差,降低退牙时扭力,增加丝锥寿命。
新参数:V=15m/min ,S=440 , F=440
寿命:2500-2800孔,合37-42m
改善后:螺纹加工效率保持不变,单个产品刀具成本降低30%。
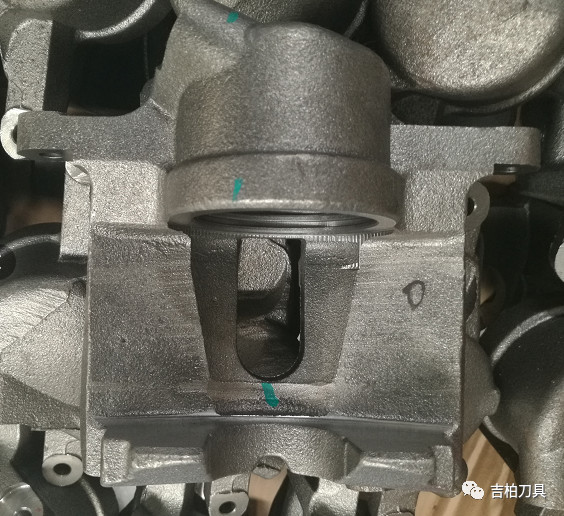
案例三:芜湖**利汽车安全系统有限公司
加工产品:刹车卡钳
主要问题:丝锥容易断,寿命不稳定。
材料:QT450
硬度:调质 230HB左右
螺纹:M6*1 通孔
丝锥型号:BOSS 直槽镀钛丝锥 M6*1
原先刀柄:BT40-ER32-100
设备:韩国斗山850立加配合四轴
参数:V=9.5m/min ,S=500 , F=500
原先寿命:1.5-1.8万个孔,合150-180m
初步分析:原先刀柄跳动较大,丝锥退回瞬间扭力过大,多在此时断的丝锥,建议用日本大昭和(BIG)同步补偿攻牙刀柄,补偿其同步误差,降低退牙时扭力。

新参数:V=17m/min ,S=900 , F=900
寿命:2万孔,合200m
改善后:螺纹加工效率提高80%,丝锥寿命稳定,加工产品废品率明显降低
二、普通刀柄对比微补偿攻牙刀柄主轴扭力图:
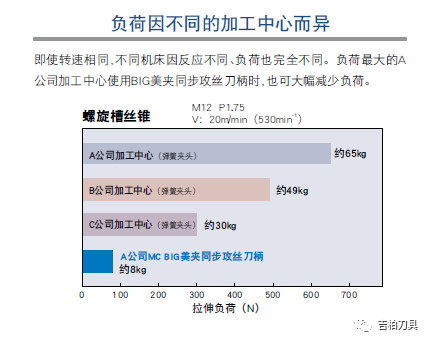
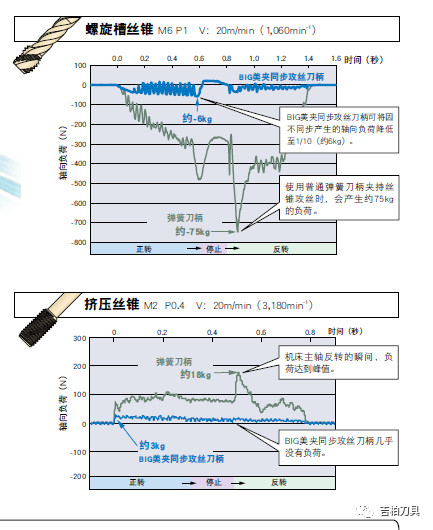
清晰可以看出:使用攻牙刀柄主轴扭力只有普通刀柄的1/7,瞬间波峰极低,主轴负荷也大幅度降低。
综上,同步补偿攻牙刀柄对于批量攻牙中,效率和成本以及加工质量均有明显提高。
欢迎广大机械同仁共同探讨试用。
吉柏刀具 021-54130024



