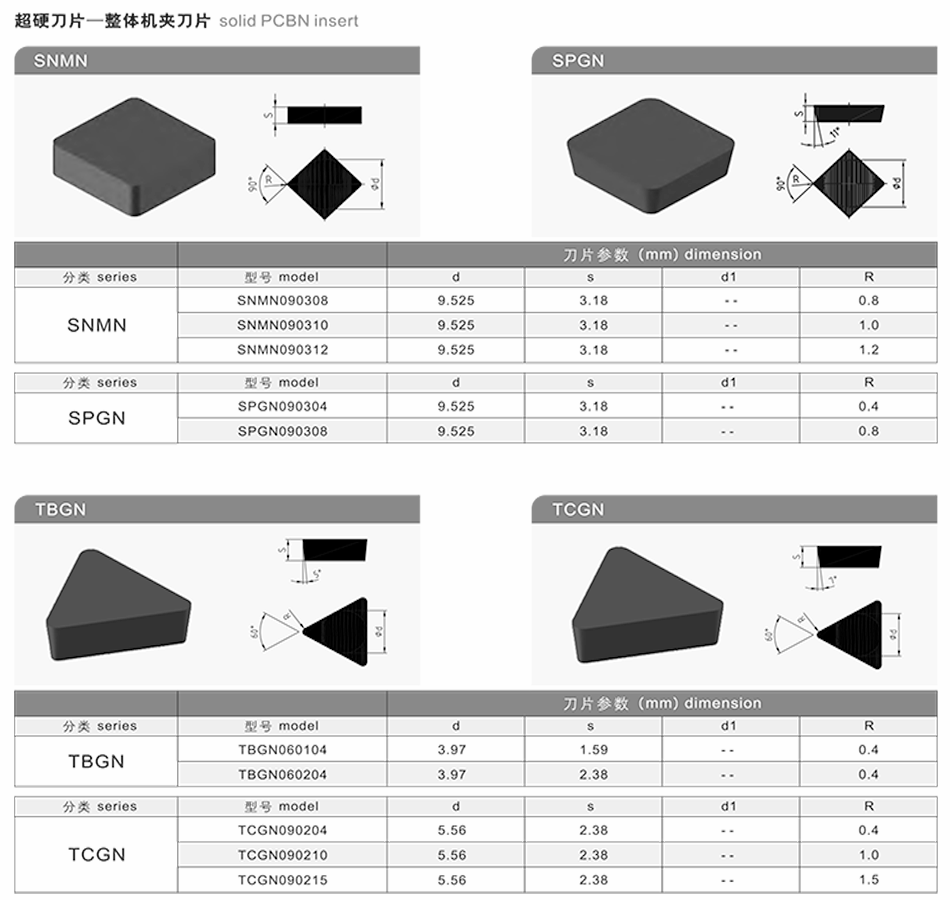
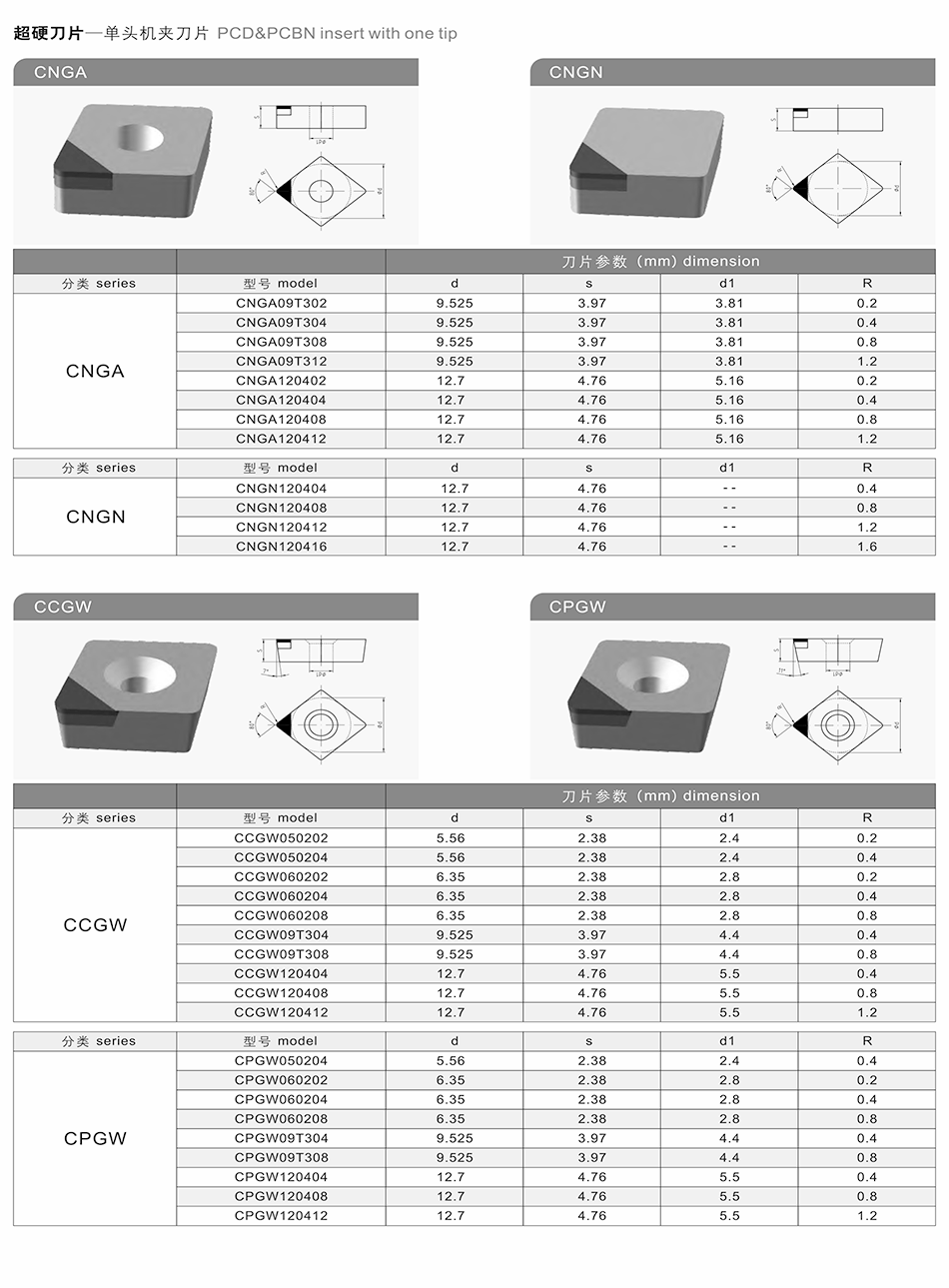
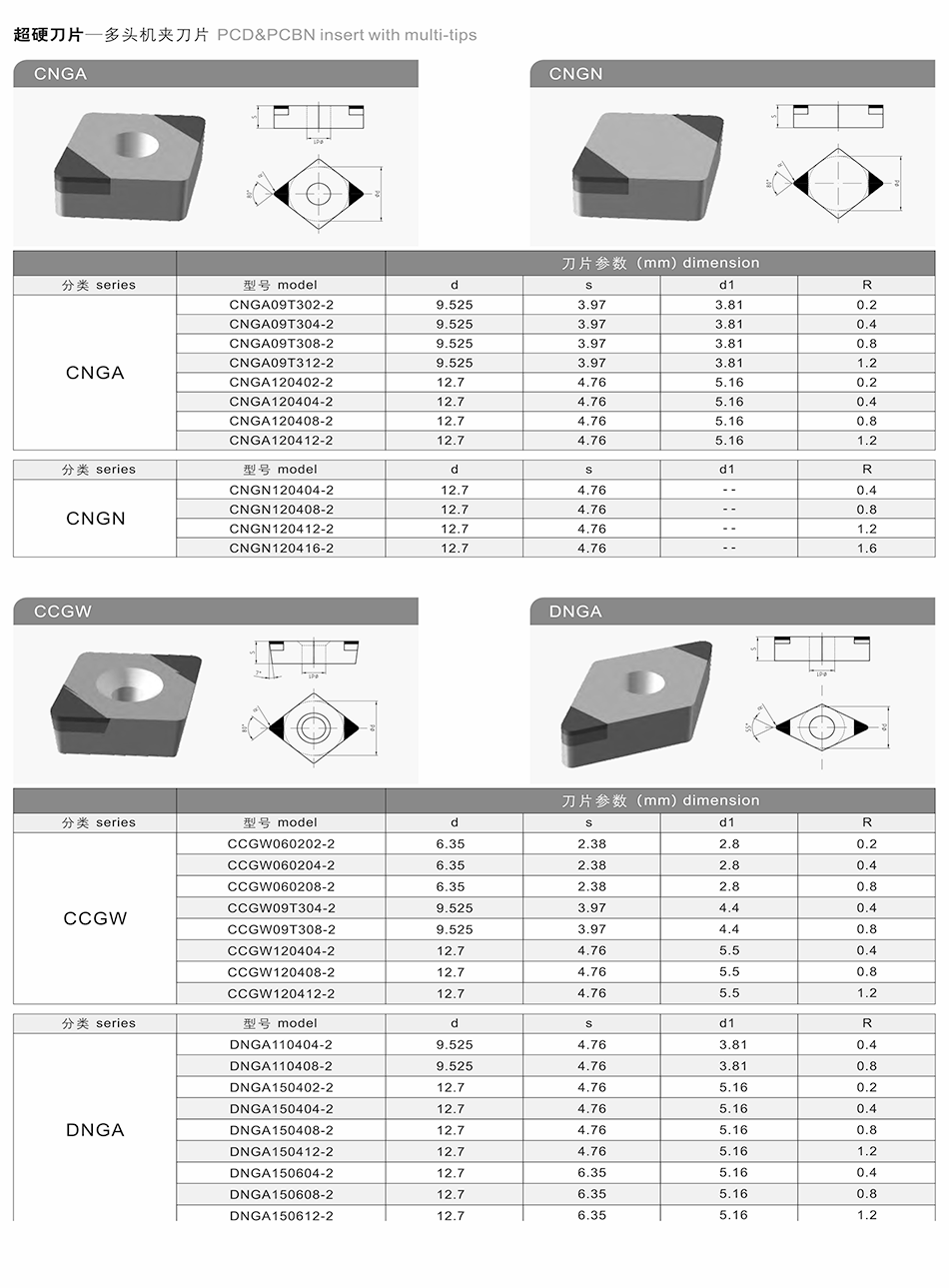
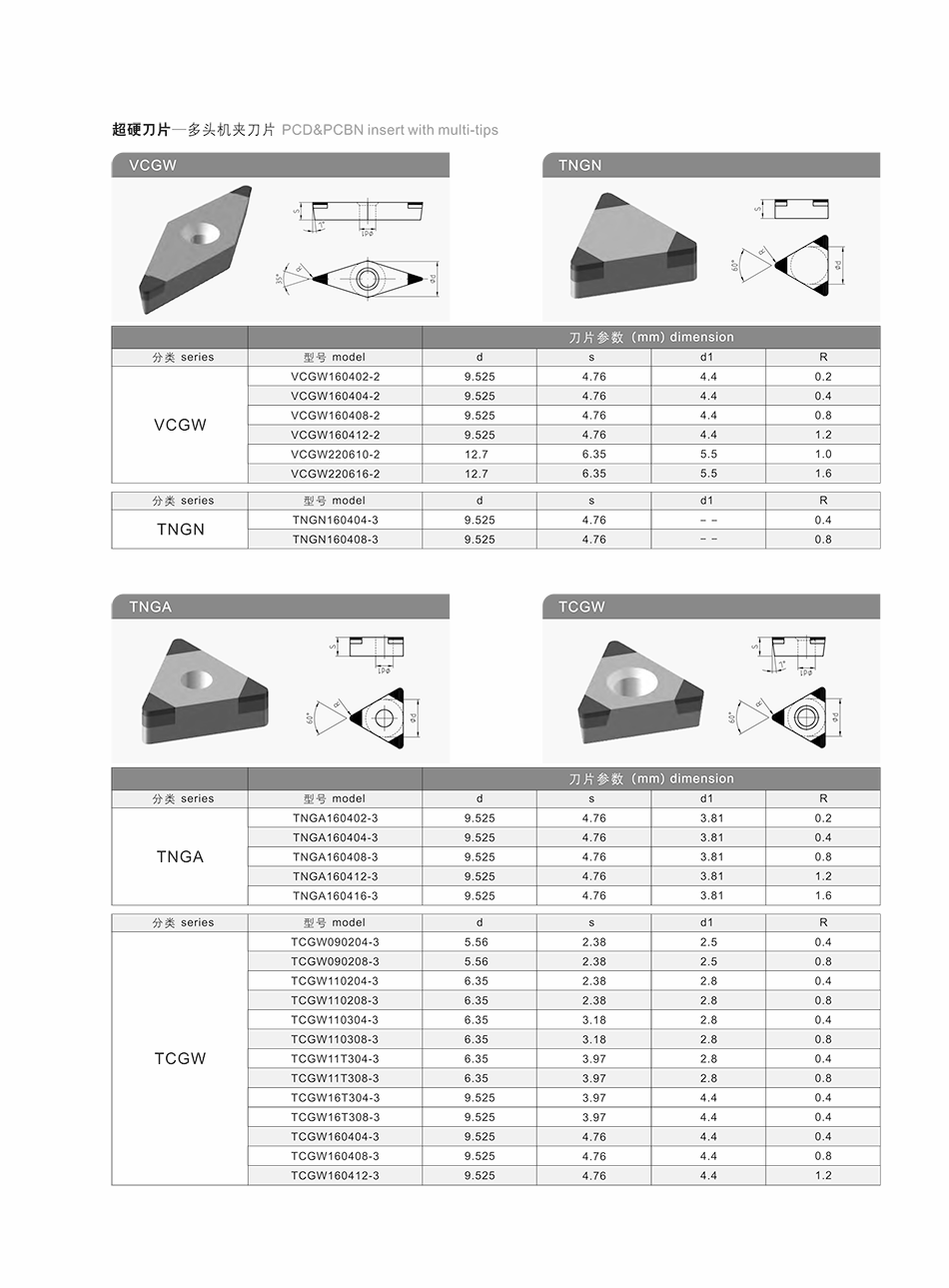
PCBN聚晶立方氮化硼刀片
聚晶立方氮化硼(PCBN)是以立方氮化硼(CBN)粒子为主要成分,加入金属或陶瓷作为结合剂,在高温高压条件下烧结 而成。跟硬质合金材料相比,具有更高的硬度及红硬性、更好的耐热性和耐磨性。由于这些特性,PCBN刀片不仅可以用来加工 铸铁,还可以加工淬火钢、轧辐、高速钢、耐热合金等难切削材料,可以实现更好地加工精度和生产效率。如果正确选择切削用量、刀具几何参数及其他加工条件,则PCBN是一种效率高长寿命刀具,能产生很高的经济效益,但如果 使用方法不当,则会造成很大的浪费。
1、合理选择切削用量:切削速度要根据被加工材料进行选择,一般要大大高于硬质合金刀具。切削硬度HRC55-65的淬硬钢可 选切削速度为80~120m/min,由于PCBN切削硬材料是将切削区内微小区域的金属软化而进行的,因此切削速度过低时,就 不能发挥PCBN刀具的切削性能。进给量一般不能大于0.2mm/r,背吃刀量一般选择小于0.3mm。
2、合理选择刀具几何参数:由于PCBN刀具的韧性高于陶瓷,低于硬质合金,因此刀具几何参数的选择主要考虑的就是保证刃口 强度,刀具前角一般选择(0°~-10°),后角选择较小,为10。左右;刃口要磨出负倒棱,一般取为O.2mmx(-15°~-30°)0
3、冷却与润滑:对其他材料刀具,采用冷却润滑液有利于提高加工表面质量和延长刀具寿命,但对PCBN刀具除极特殊情况下, 不加冷却液同样可达到理想的加工质量和较长的刀具寿命。若使用冷却液,则不能使用水溶性冷却液,因为CBN易在1000-C 产生水解作用,造成刀具严重磨损。
深圳中天超硬生产PCBN单头、双头、多头和整体刀片,详情请咨询客服!