
铸造不锈钢强断续车削刀片寿命提高3倍
铸造不锈钢强断续车削刀片寿命提高3倍
不锈钢加工一直是大家心中的一个难点,断续加工就更让人不喜欢了,那么铸造不锈钢加强断续是不是就要开始绝望了?近日作者遇到客户产品就是铸造不锈钢强断续加工,刀片异常不耐用。产品图片如下:

原先使用刀片CNMG120408-*A V***TF(怕侵权只能这样,想知道全部型号请关注下方公众号后回复数字 0910)
加工参数:
主轴转速n:110 rpm/min
切削速度Vc:90(m/min)
每转进给fz:0.2(mm/r)
单边切削余量ap:0.8(mm)
切削工件数(寿命)1 件,有时还加工不了1件。
加工一个端面的成本在5-6元了,而且效率低,不停地换刀,对刀。真让人抓狂。
分析:原先刀片材质虽然也适合不锈钢加工,且算是数控刀片中通用型非常不错产品,但是这款刀片已经出来10年以上,且是一款通用材质,并不是为不锈钢材质开发的。
依据这个思路,我们按照找到专门加工不锈钢材质的刀片,同时在断续车削上要有加工性能合适的产品。
不锈钢和难加工材料加工中日本住友一直努力研发的方向
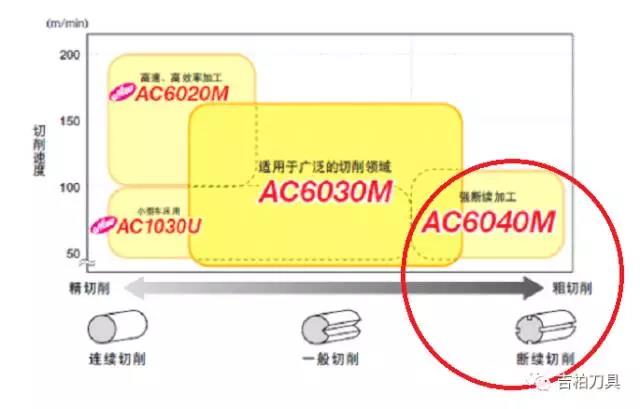
我们选择了住友AC6040M,其采用PVD新涂层AbsotechBronze和专用强韧合金母材。通过PVD新涂层的耐粘属性、耐剥离性和专用强韧合金母材,可以大幅提高不稳定加工领域可靠性。
因为本款刀片在此前已经有很多家不锈钢产品客户使用,客户对作者专业技术认可,客户直接购买50片,测试后加工质量改善很多,超出图纸要求,现在客户每次1000片稳定采购。
测试刀片规格型号CNMG120408N-GU AC6040M

寿命直接提升了3倍,客户是相当的满意。
相关文章:
WNMG0804刀片实现替换CNMG1204刀片,成本降低33%
版权声明:
本微信公众号的所有内容,包括文字、图片、音频、视频、以及网页版式设计等均来源于作者提供的原创素材。将微信公众号任何内容或服务用于其他用途时,须征得本微信公众号及相关权利人的书面许可,并支付报酬。
本微信公众号内容如有侵权,请及时联系我们,我们立马予以删除。
本微信公众号是一个分享数控刀具工程师在硬质合金、PCD、CBN等数控刀具在车、铣、钻孔、攻丝、镗孔等金属切削加工中的真实案例,期望通过案例分享大家共同学习共同进步,提高机械加工制造效率、提升制造实力。




